labubu が 2025年07月15日13時00分06秒 に編集
初版
タイトルの変更
BGA実装:信頼性の高い球状グリッドアレイ(BGA)はんだ技術
タグの変更
BGA実装
BGA
はんだ付け
基板
PCBgogo
メイン画像の変更
記事種類の変更
製作品
本文の変更
BGAパッケージとは? BGAは、電子部品(IC)底面のはんだボールでPCBに接続する実装方式で、高密度接続と優れた電気性能を提供します。以下は代表的なタイプです: PBGA(プラスチックBGA):コストパフォーマンスに優れ、ゲーム機などで広く使われます。 CBGA(セラミックBGA):熱伝導性が高く、サーバーや車載機器に最適です。 TBGA(テープBGA):薄型-軽量で、ウェアラブル機器に多く活用されます。 ピッチ(はんだボール間隔)は古い設計で1.27 mm、高密度パッケージでは0.4 mmに達し、装着精度が極めて重要です。 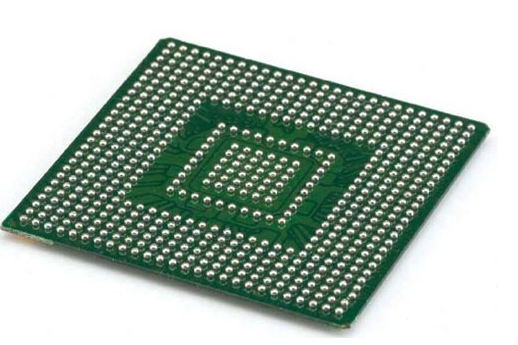 1. PCB設計 - レイアウト パッド設計:BGAのボール配列に合わせ、例:0.8 mmピッチならØ0.4 mm、0.4 mmならさらに小さなパッド径が必要です。 ビア(穴)管理:未充填スルーホールはんだを吸われる恐れがあるため、ビアレス設計か埋設ビアを推奨します。 レジスト設計:NSMD(ノンソルダー - マスク - デフィンドパッド)にすると、0.5 mm以上のピッチで強固な接合を実現できます。 2. はんだペースト適用 版厚:100~150 µmが標準です。0.5 mmピッチでは125 µmが適状です。 穴径設計:パッド比100%が標準だが、微細パッケージでは90%程度に調整し、橋はんだを防止します。 量制御:各パッドに0.1~0.15 mm³を目安にし、均一性を図ります。 3. 部品の搭載 装着精度:±25 µmの精度を持つ高性能マウンターで、0.5 mm以下の実装も高精度で行います。 基準マーク:PCB上の光学マークを参照して、放置精度を確保します。  4. リフロー炉によるはんだ付け 温度プロファイル:リードフリーはんだ(SAC305)を用い、予熱150–180 °C、浸漬60–90 秒、ピーク235–250 °Cで20–40 秒保持します。 加熱均一 - 急冷却の回避:熱ムラを防ぎ、冷却は2–4 °C/秒程度の制御でひび割れ防止を実現します。 5. 検査と品質管理 X線検査:ボイド、はんだ欠陥などの内部異常を検出します。IPC基準で25%以下の不良率が許容範囲です。 電気的検査:通電チェックで導通 - ショートを確認。X線と併用して確実な品質評価を行います。 BGA実装の課題と対策 課題 原因 対策 ボイド リフロー時のはんだ中のガス残留 浸漬時間を90–120秒に延長し、ガスを排出 ブリッジ はんだ過剰 版穴径の最適化と量調整 ずれ 装着精度不足 部品取付位置確認、機械キャリブレーション 熱応力 高電力部品による局所温度上昇 サーマルビア追加、ヒートシンク併用 6.リワークとリペア技術について 検査で見逃された不良がある場合、リワークが必要になります。特にBGA(ボール・グリッド・アレイ)のリワークには、基板や部品を損傷させないための高い精度が求められます。 使用する設備: 上部-下部加熱が可能なBGAリワークステーションを使用することで、温度を220~240°Cに制御しながら、安全に取り外し作業を行うことができます。 リワーク手順: まずBGA部品を加熱し、真空ピックアップツールで取り外します。次に、吸取り線を使って既存のはんだを除去し、新しいはんだペーストを塗布したうえで、新品のBGA部品を実装します。 注意点: リワーク回数は通常2回までに制限することが推奨されており、過度なリワークはPCBの損傷につながる可能性があります。 精度の重要性と信頼性向上 BGAの品質は熱サイクルや振動等により劣化しやすいため、プロセス各ステップでの精度と管理が不可欠です。特に車載-航空機等高信頼性用途では、設計-塗布-装着-はんだ付け-検査を体系的に実施し、長期にわたる信頼性を確保する必要があります。 まとめ:BGA実装で高品質を安定確保するために 精密なプロセス制御、きめ細かな設計、適切な検査技術、そして迅速な対応が成功へ導きます。信頼性の高い実装は、仕様要件-耐久性-顧客満足度に直結します。PCBGOGOでは、0.4 mmピッチを含むBGA実装に対応し、迅速なプロトタイプ~量産対応まで一貫対応可能です。 参考: https://www.pcbgogo.jp/knowledge-center/bga.html https://www.pcbgogo.jp/knowledge-center/through_hole_assembly.html https://www.pcbgogo.jp/knowledge-center/BGA_assembly_capabilities.html